|
Содержание
Контролируемые размеры:
|
Dномин
|
Предел.
|
Dномин
|
Предел.
|
Dномин
|
Предел.
|
Dномин
|
Предел.
|
|
10,30
|
±0,350
|
12,87
|
-0,060
|
15,00
|
±0,200
|
19,00
|
±0,420
|
|
10,50
|
±0,350
|
12,97
|
-0,070
|
15,00
|
±0,215
|
19,00
|
-0,120
|
|
10,50
|
-0,700
|
13,00
|
-0,100
|
16,00
|
±0,350
|
18,20
|
-0,150
|
|
10,40
|
±0,200
|
13,00
|
-0,120
|
16,00
|
-0,240
|
18,31
|
-0,140
|
|
10,60
|
-0,050
|
13,00
|
-0,430
|
16,00
|
-0,430
|
18,97
|
-0,110
|
|
10,87
|
-0,050
|
13,00
|
±0,300
|
16,00
|
-0,032
-0,268
|
19,00
|
-0,330
|
|
10,50
|
+0,150
|
13,00
|
±0,900
|
16,00
|
-0,038
-0,488
|
18,35
|
-0,150
|
|
10,50
|
±0,200
|
13,00
|
±0,350
|
16,00
|
-0,150
-0,400
|
18,54
|
-0,060
|
|
10,70
|
-0,060
|
12,50
|
-0,700
|
15,50
|
-0,240
|
18,98
|
-0,090
|
|
10.82
|
-0,100
|
13,00
|
-1,100
|
15,50
|
±0,350
|
18,24
|
-0,140
|
|
10.82
|
-0,110
|
12,80
|
-1,100
|
15,50
|
-0,400
|
19,00
|
-0,140
|
|
10,93
|
-0,040
|
13,00
|
-0,700
|
15,50
|
-0,700
|
18,70
|
-0,280
|
|
11,00
|
-0,100
|
13,06
|
±0,600
|
15,80
|
-0,120
|
19,00
|
-0,130
|
|
11,00
|
-0,430
|
13,06
|
-0,60
|
16,00
|
-0,038
-0,318
|
18,70
|
-0,100
|
|
11,00
|
±0,350
|
13,00
|
-0,180
|
16,00
|
-0,150
-0,430
|
19,00
|
-0,520
|
|
11,00
|
±0,550
|
13,00
|
+0,900
-0,500
|
16,00
|
-0,270
|
19,00
|
±0,600
|
|
11,00
|
-1,100
|
13,00
|
-0,270
|
16,00
|
-1,100
|
19,00
|
+0,300
-0,200
|
|
11,00
|
±0,500
|
13,00
|
±0,200
|
16,00
|
±0,700
|
19,00
|
±0,650
|
|
10,60
|
-0,430
|
13,00
|
±0,550
|
15,50
|
-0,270
|
18,33
|
-0,080
|
|
10,80
|
-1,100
|
13,80
|
+0,150
|
15,50
|
-0,430
|
18,34
|
-0,100
|
|
10,72
|
-0,070
|
13,50
|
±0,350
|
15,50
|
-0,200
|
20,00
|
±0,420
|
|
11,00
|
-0,700
|
13,63
|
-0,030
|
15,90
|
±0,100
|
20,00
|
-0,032
-0,407
|
|
11,00
|
±0,215
|
13,90
|
±0,350
|
16,00
|
-0,038
-0,218
|
20,00
|
-0,520
|
|
10,80
|
-0,430
|
14,00
|
±0,350
|
16,00
|
-0,180
|
20,00
|
-0,032
-0,268
|
|
11,112
|
-0,034
-0,283
|
14,00
|
-0,120
|
15,40
|
-0,050
|
20,00
|
-0,160
-0,505
|
|
11,112
|
-0,249
|
14,00
|
-0,240
|
16,00
|
±0,400
|
19,08
|
-0,200
|
|
11,13
|
-0,100
|
14,00
|
-0,038
-0,318
|
15,31
|
-0,050
|
20,34
|
-0,100
|
|
11,50
|
±0,350
|
14,00
|
-0,150
-0,400
|
16,00
|
+0,400
-0,200
|
20,00
|
±0,650
|
|
11,11
|
-0,080
|
14,00
|
-0,032
-0,268
|
16,00
|
±0,430
|
20,50
|
+0,140
-0,520
|
|
11,18
|
-0,070
|
14,00
|
-0,430
|
16,00
|
-0,120
|
20,00
|
-0,042
-0,377
|
|
11,87
|
-0,080
|
13,50
|
-0,700
|
16,00
|
±0,215
|
20,00
|
-0,330
|
|
11,94
|
-0,070
|
14,00
|
0,270
|
16,00
|
±0,240
|
20,50
|
+0,150
|
|
11,112
|
-0,034
-0,296
|
14,00
|
-0,038
-0,488
|
17,00
|
-0,120
-0,360
|
20,00
|
-0,236
|
|
11,50
|
-0,430
|
13,50
|
-0,430
|
17,00
|
+0,025
+0,007
|
20,00
|
-0,038
-0,318
|
|
11,50
|
-0,460
|
13,50
|
-0,460
|
16,31
|
-0,140
|
20,00
|
±0,520
|
|
11,112
|
-0,262
|
13,60
|
-0,050
|
16,97
|
-0,110
|
20,50
|
±0,250
|
|
11,10
|
-0,430
|
14,00
|
±0,500
|
17,00
|
±0,350
|
21,00
|
-1,000
|
|
11,50
|
-0,700
|
13,20
|
-0,200
|
17,00
|
-0,700
|
21,00
|
-0,520
|
|
11,20
|
-0,240
|
13,05
|
-0,080
|
17,00
|
-0,430
|
22,00
|
-0,280
|
|
11,08
|
-0,210
|
13,20
|
-0,270
|
17,00
|
-0,270
|
22,00
|
+0,300
-0,700
|
|
12,00
|
-0,300
|
13,50
|
+0,600
-0,200
|
16,24
|
-0,120
|
21,50
|
-0,520
|
|
12,00
|
-0,028
-0,363
|
14,00
|
-0,071
-0,351
|
16,90
|
-0,120
|
21,70
|
-0,080
|
|
12,00
|
-0,130
-0,350
|
14,00
|
-0,150
-0,430
|
16,10
|
-0,900
|
22,00
|
+0,600
-1,000
|
|
12,00
|
-0,034
-0,299
|
14,00
|
-0,034
-0,299
|
16,4
|
-1,100
|
22,00
|
-0,520
|
|
12,00
|
-0,430
|
14,00
|
±0,550
|
16,65
|
-0,050
|
22,00
|
-0,032
-0,268
|
|
12,00
|
±0,215
|
14,00
|
-0,236
|
16,20
|
-0,270
|
22,00
|
-0,420
-0,572
|
|
12,00
|
±0,480
|
14,00
|
-0,700
|
16,80
|
-0,070
|
21,95
|
-0,230
|
|
12,00
|
±0,900
|
14,20
|
-0,430
|
16,00
|
±0,550
|
22,00
|
-0,042
-0,377
|
|
12,00
|
-0,700
|
14,00
|
±0,430
|
16,04
|
-0,100
|
22,00
|
±0,500
|
|
12,00
|
-0,054
-0,459
|
14,00
|
-0,180
|
16,10
|
-0,200
|
22,68
|
-0,150
|
|
12,00
|
-0,145
-0,410
|
14,80
|
-0,430
|
17,50
|
-0,080
|
22,60
|
±0,165
|
|
12,00
|
-0,034
-0,459
|
15,00
|
-0,700
|
17,00
|
-0,100
|
23,40
|
-0,280
|
|
12,00
|
-0,038
-0,488
|
15,00
|
-1,100
|
16,34
|
-0,050
|
23,40 |
-0,520
|
|
12,00
|
-0,270
|
15,00
|
-0,100
|
16,98
|
-0,050
|
24,00
|
-0,038
-0,318
|
|
12,00
|
±0,500
|
14,20
|
-0,430
|
16,00
|
-0,110
|
24,00
|
-0,048
-0,423
|
|
12,3
|
-0,430
|
14,50
|
-0,430
|
16,00
|
+0,100
-0,030
|
23,00
|
±0,260
|
|
12,43
|
-0,050
|
14,52
|
-0,060
|
16,00
|
-0,800
|
23,00
|
±0,650
|
|
12,78
|
-0,050
|
14,65
|
-0,120
|
16,80
|
-0,110
|
24,00
|
-0,520
|
|
12,00
|
±0,550
|
14,77
|
-0,040
|
18,00
|
-0,430
|
24,00
|
±0,260
|
|
12,00
|
-0,240
|
14,87
|
-0,060
|
18,00
|
±0,350
|
24,00
|
-0,210
|
|
12,00
|
-0,110
|
14,94
|
-0,080
|
18,00
|
-0,032
-0,268
|
24,00
|
±0,650
|
|
12,00
|
-0,150
|
14,96
|
-0,100
|
18,00
|
-0,236
|
25,00
|
±0,650
|
|
12,30
|
-0,300
|
15,00
|
±0,350
|
18,00
|
-0,032
-0,407
|
25,00
|
-0,520
|
|
12,00
|
-0,180
|
14,43
|
-0,050
|
17,30
|
-0,150
|
25,00
|
+0,700
|
|
12,00
|
+0,270
|
14,78
|
-0,050
|
17,63
|
-0,030
|
25,00
|
-0,280
|
|
12,00
|
+0,900
+0,500
|
14,80
|
-0,520
|
17,80
|
-0,240
|
25,00
|
±0,300
|
|
12,20
|
-0,430
|
14,80
|
-1,100
|
17,70
|
-0,140
|
25,00
|
+0,300
-0,700
|
|
12,00
|
±0,290
|
15,00
|
±0,550
|
18,00
|
-0,700
|
25,00 |
-0,060
-0,130
|
|
12,00
|
+0,300
-0,200
|
14,64
|
-0,040
|
18,00
|
-1,100
|
25,00
|
±0,520
|
|
12,00
|
-0,120
-0,360
|
14,20
|
-0,200
|
18,00
|
±0,55
|
26,34
|
+0,025
-0,075
|
|
12,00
|
-0,120
|
14,10
|
-0,050
|
18,00
|
-0,400
|
26,34
|
±0,030
|
|
12,80
|
-0,430
|
15,00
|
+0,100
|
18,00
|
-0,240
|
26,00
|
±0,650
|
|
12,50
|
±0,350
|
15,00
|
±0,100
|
17,50
|
-0,430
|
26,50
|
+0,025
-0,075
|
|
12,52
|
-0,060
|
15,00
|
±0,250
|
18,00
|
-0,330
|
27,00
|
-0,840
|
|
12,65
|
-0,100
|
15,00
|
-0,240
|
18,00
|
-0,038
-0,318
|
28,50
|
+0,200
|
|
12,65
|
-0,120
|
15,00
|
-0,430
|
17,50
|
-0,200
|
30,00
|
±0,650
|
|
12,76
|
-0,040
|
15,10
|
-0,200
|
19,00
|
-0,280
|
50,00
|
±1,600
|
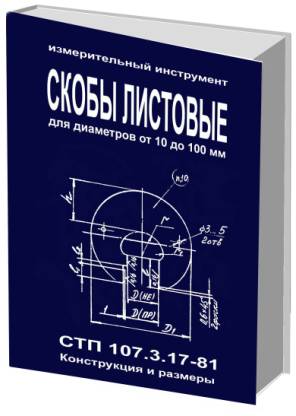
СТП 107.3.17-81 Скобы листовые для диаметров от 10
до 100 мм. Конструкция и размеры. 1981. – 30 с.
ЗАКАЗАТЬ
страницы, главу,
параграф >>
|