|
авторский проект Напалкова Александра Валерьевича |
|

|
Машины
для формовки самосверлящих винтов компании GEM Intertational Co, Ltd. Электронный каталог… |
Болты и винты резьбовыдавливающие. Обзор фирменных
конструкций. Бунатян Г.В., Макаров В.А., Хохлов Е.Н. г. Нижний Новгород
Известно,
что общепринятый способ соединения деталей и узлов, осуществляемый обычными
винтами болтами, имеет определенный недостаток: в отверстии детали требуется
предварительно нарезать резьбу, что связано с затратами на резьбонарезной и
контрольный инструмент, рабочую силу и прочее. К тому же допуски на стандартную
резьбу не позволяют получить при сборочных работах плотного прилегания резьбы
винта и отверстия, что нередко приводит к ослаблению соединения при
переменных нагрузках на узел. Это обстоятельство способствовало поиску новых
технических решений. В технической литературе, каталогах зарубежных фирм, на
выставках время от времени можно увидеть публикации и образцы крепежных деталей,
способных образовывать резьбу в гладком отверстии во время сборки, известных
в мире под товарным знаком Taptite
(Тептайт). Конструкции резьбообраэующих винтов появились в
начале прошлого века, когда были выданы первые патенты на соответствующие
изобретения в США. Они касались винтов, которые нарезали резьбу по мере
ввертывания в отверстие с отходом металла в стружку. Сейчас такие винты
известны как резьбонарезающие или зачистные. Вслед за ними появились патенты
на крепежные детали, образующие резьбу в отверстии путем ее выдавливания без
образования стружки, то есть резьбовыдавливающие, о которых и пойдет речь в
настоящей статье. Это
относительно новые детали для отечественного рынка крепежа и пока
применяемые недостаточно широко. Раскатывая резьбу в отверстии, они позволяют
не только совместить сборку с получением резьбы в отверстии без ее контроля,
но и обеспечить стопорение резьбового соединения. Отверстия под
резьбовыдавливающие детали можно получать сверлением, пробивкой или при
отливке детали. Эффективно применение резьбовыдавливающих винтов в
отбортованных отверстиях листовых деталей, так как прочность соединения по
сравнению с нарезкой резьбы увеличивается на 20-30%. Диаметр
отверстия под винт делают чуть больше среднего диаметра резьбы (~1,03 dcp). Он зависит от материала и глубины
ввинчивания в отверстие. Установка в гладкое отверстие осуществляется теми же
винтовертами, что и для обычных винтов, так как крутящий момент
формообразования резьбы всегда меньше момента затяжки резьбового соединения. Разработчиком
и патентовладельцем данной конструкции и многих других подобных на ее основе
является фирма Research Engineering & Manufacturing Inc., США,
владеющая более чем 150 патентами в США и других странах мира. Конструкции,
технологии и инструмент для их изготовления описаны в патентах США
№3195156НКИ 10-10, №3681963 НКИ 72-88, №3918345 НКИ 85-45 и других. Наиболее
часто применяемая конструкция резьбовыдавливающих винтов и болтов имеет
метрическую (при необходимости дюймовую) резьбу на стержне лобулярной формы,
названной, по сложившейся в нашей практике терминологии, трехгранной.
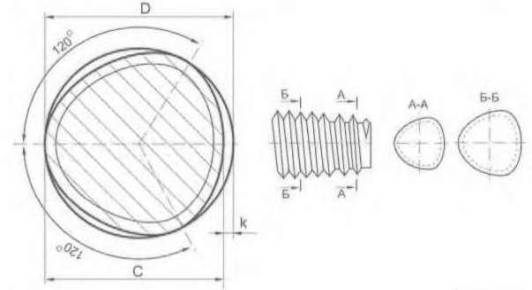
Рис.1 На рис.
1 показано поперечное сечение стержневой части, где D - диаметр окружности, описывающей профиль, равный
номинальному диаметру резьбы и имеющий допуск, близкий к полю допуска гайки
- 6Н; С - размер трехгранного профиля сечения стержня, замеренный по любой
произвольной оси, равен сумме радиусов, образующих профиль С=R1+R2, где: R1 -
радиус вершины профиля; R2 -
радиус основания профиля: k - некруглость профиля,
характеризующая отклонение профиля от круга (величина затыловки профиля). Большей
величине k
соответствуют меньшие крутящие моменты резьбообразования и наоборот. Чем
больше отклонение профиля от круга, тем меньше площадь сцепления резьбы
профиля с резьбой, сформированной в изделии, что оказывает влияние на
прочностные характеристики соединения. Важным элементом резьбовыдавливающих
крепежных деталей является заходная часть с плавным сбегом резьбы.
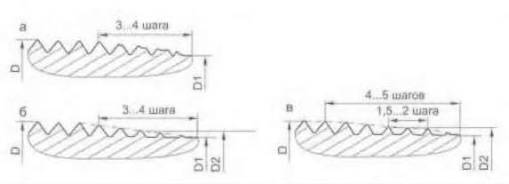
Рис.2 На рис.
2 приведены сечения основных конструкций, где D1
-внутренний диаметр резьбы, а D2 –
средний. На рис. 2а показан неполный профиль витков резьбы, который имеет
уменьшающуюся высоту резьбовых ниток.
Его называют тип X, Он
наиболее прост в изготовлении, так как не требует специального накатного
инструмента. Из-за переменной геометрии рабочих вершин на заходной части
резьбы момент резьбообразования выше по сравнению с другими формами заходов,
но в пределах достаточных для достижения необходимых эксплуатационных
характеристик изделий. На рис, 26 показан полнопрофильный резьбовой контур
только в отношении вершин (напоминает элементы конической резьбы). Его
называют тип W.
Изготовление требует специального накатного инструмента. Заход обеспечивает
меньший момент резьбообразования по отношению к неполному профилю. Это
наиболее часто применяемая конструкция. На рис, 2в показан иной вид заходной
части - Duo-Taptite («Дуо-Тептайт»), то есть
двойной (патент США № 4040328 НКИ 85-46), Этот профиль создан а целях
улучшения стопорящих свойств на основе резьбы Taptite, Такая резьба имеет на
резьбовом стержне три участка заходного конуса, среднего центрирующего (1,5-2
переходных витка) и основного стопорящего. Заходной участок имеет более
выраженную трехгранность с наибольшей величиной некруглости k. На стопорящем
участке величина некруглости k наименьшая. Преимущество
данной конструкции состоит в снижении крутящего момента начального
резьбообразования в гладком отверстии и повышении стопорящих свойств детали.
Конструкция сложнее в изготовлении, требует специального накатного
инструмента, несколько больше длина и масса стержня детали. В то же время
снижение величины k на стопорящем участке увеличивает площадь контакта
сопрягаемых деталей в гнезде, что обеспечивает высокие стопорящие свойства. Резьбовыдавливающие
болты и винты названных видов выпускают многие фирмы мира. Американская
группа фирм MRC Industrial Group Inc. Начала производство последнего
поколения деталей Taptite 2000 – Taptite
Trilobular. Фирма Bulten AB, Швеция, выпускает широкую
номенклатуру подобных изделий, a
Diing Sen Fasteners Industrial Co, Ltd., Тайвань, - винты М2-М8 с длиной стержня от 4,5
до 50 мм из углеродистых и нержавеющих сталей. Некоторые фирмы на основе резьбы Taptite разработали свои
конструкции для соединения разных материалов и условий эксплуатации.
Например, французская компания Gobin
Daude создала винты под названием Trigob и выпускает их размерами М2-М8
с длиной стержня до 10 диаметров. Нашли распространение резьбовыдавливающие
винты с выступами на вершинах резьбового витка на заходном участке стержня
или по всей его длине. Одна из конструкций известна под товарным знаком Swage-Torm, разработана американской фирмой Parker Kalon Corp.,
патент США №3643722 НКИ 151-22. Другая конструкция, патент Франции № 2101694
МКИ F16B 25/00, известная под названием
Rolok,
выпускается французской фирмой Simaf.
Резьбовой стержень в сечении имеет фигурный профиль с тремя
резьбообразующими выступами особой формы по всей длине стержня. Известны
резьбовыдавливающие винты с трех-пяти дугообразным профилем на конце резьбового
стержня, производимые фирмами США и известные как TR-3, TR-4, TR-5. Необходимо
отметить, что производство и применение резьбовыдавливающих крепежных
деталей растет. По данным группы компаний MRS, США, крепежные детали Taptite сейчас применяют многие
крупные компании во всем мире и в значительных количествах, включая такие
фирмы, как Chrysler, Ford Motor Co, General Motors, Nokia и др. Такие крепежные детали
можно увидеть не только в современных автомобилях, но и в приборах, бытовой
технике, игрушках, выпускаемых в Америке, Западной Европе, а теперь и в
Юго-Восточной Азии. На резьбовыдавливающие крепежные детали разработаны
национальные и международные стандарты,
например SAE 581-09.1997,
DIN 7513, DIN EN ISO 887, 7046, 7047, 7048 и др.
Для отечественной промышленности в 1984 году была приобретена лицензия на
производство резьбовыдавливающих винтов, болтов и шпилек типа Taptite и Duo-Taptile.
Освоение было поручено отраслевому институту КТИавтометиэ и заводу «Красная
Этна». Выпуск винтов начали в 1987 году, и вскоре они нашли своих
потребителей. В частности, при монтаже панелей пола в автобусах «ЛиАЗ» вместо
дорогостоящих заклепок с гвоздем начали применять резьбовыдавливающие винты
СпМ6х30 с потайной головкой и крестообразным шлицем (330 штук на автобус).
Эти же винты в узлах крепления пола автобусов ПАЗ заменили по три детали:
болт М8х40, гайку М8 и шайбу 8 (75 соединений на автобус). Для монтажа
обшивки потолка в автобусах «ЛиАЗ» винты СпМ4х12 вытеснили винты самонарезающие
4x16, которые не обеспечивали надежность креплений. Позднее
резьбовыдавливающие болты с шестигранной головкой и фланцем СпМ6х16 были с
успехом применены в автомобилях «ГАЗель» для крепления фикса боковой двери и
т.д. В 2007
году резьбовыдавливающий крепеж у АО «Завод Красная Этна» покупало 20 предприятий
для сборки автомобильной техники и ее компонентов, металлоконструкций и
другой продукции, в том числе с деталями из сплавов на основе алюминия, в которых
нарезание резьбы метчиками - крайне трудоемкая операция. Общий выпуск
реэьбовыдавливающих болтов и винтов возрос с 11,5 млн. штук в 2003 году до 30
млн. штук в 2007 году, в том числе их применение в автомобилях «ГАЗ«
увеличилось с 5 до 14 млн. штук в год. Специалистами этого
завода-производителя разработано и запатентовано несколько собственных
конструкций резьбовыдавливающих деталей, созданы математические модели предложенного профиля. Так, полезная
модель (по патенту России) № 026019 МПК В21Н 03/08 содержит описание конструкции
винта-раскатника с тремя дугообразными вершинами, затылованными по контурной
кривой. Рассчитанный
криволинейный профиль позволяет вершинам резьбы внедряться в стенки отверстия
соединяемой детали с минимальным крутящим моментом, создавая при этом максимальный
стопорящий эффект. В патенте России № 0306639 МПК В21Н 3/06 приведена конструкция
винта типа Duo-Taptite и накатных плашек для
формирования резьбы. Резьба полнопрофильная на всем стержне состоит из трех
участков: заходного, калибрующего и основного. Особенность конструкции заключается в том, что за счет
изменения параметров резьбы на калибрующем и основном участках достигается
наилучший эффект стопорения винта в резьбовом соединении. В изобретении,
защищенном патентом России №2194197 МПК F16B 25/00,
геометрия контурной кривой трехгранного поперечного сечения стержня заготовки
несколько отличается от лобулярной формы. Даны соотношения радиусов кривизны
дуг вершин и сторон трехгранника, принцип их расчета. Сравнение
характеристик винтов с известным профилем резьбы Taptite и новой конструкции на
примере винта СпМ8 производства АО «Завод Красная Этна» показывает следующее.
В новой конструкции криволинейная образующая нитки резьбы на длине одного
витка увеличена на 3,8 мм, или на 15,4%, а площадь поперечного сечения на 1,1
мм, или на 2,2%. Положительный технический эффект по сравнению с резьбой Taptite заключается в повышении
стопорящих свойств, получении более прочного резьбового соединения. Величина
крутящего момента винтов с новым профилем стержня способствует плавному
формированию резьбы в отверстии и не превышает момента аналогичных винтов
Taptite. Новый профиль
резьбового стержня хорошо проявляет себя и при зачистке резьбы в отверстиях
от заусенцев и краски. Имеется
семь отраслевых стандартов автопрома ОСТ 37.001.315-88...37.001.321-88 на
болты, винты и шпильки резьбовыдавливающие, а также ТУ 37-103.040-96
«Резьбовыдавливающие крепежные изделия», согласно которым производится их
приемка. Резьбовыдавливающие крепежные детали удобны и в быту: они могут быть
применены вместо метчика, исправляют испорченную резьбу в отверстии, зачищают
в ней краску. Однако
несмотря на то, что такие болты и винты, выпускаемые уже 20 лет, хорошо
зарекомендовали себя на сборке и в период эксплуатации, применяемость их в
промышленности остается недостаточной и вполне может быть существенно
увеличена. Заключение Резьбовыдавливающие крепежные
изделия по праву относятся к прогрессивным многофункциональным конструкциям,
их применение позволяет: - совместить операции сборки и получения
резьбы в отверстии; - обеспечить надежное стопорение резьбового
соединения; - снизить себестоимость резьбового
соединения (нет операций нарезки резьбы и ее контроля, требуется одна крепежная
деталь вместо двух-четырех). Метизы2(18)’2008 высадка,
штамповка,
резьбообразование,
оборудование, инструмент, конструкция крепежных деталей Вопрос: Какая форма и размеры
у головки e-torx. Ответ: Форма и размеры головок со
звездообразным профилем регламентированы в национальных и международных
стандартах ГОСТ Р 52854-2007 (DIN 31800:2005-09), ГОСТ Р 52855-2007
(DIN 31801-9:1999-12), ГОСТ Р ИСО 10664-2007 (ISO 10664:2005), ISO
14579:2001, ISO 14580:2001, ISO 14583:2001, ISO 14584:2001, ISO 14585:2001,
ISO 14586:2001, ISO 14587:2001. Стандарты устанавливают требования к
конструкции стержневых крепежных деталей, линейным и диаметральным размерам
отдельных элементов и диапазон стандартных длин стержневой части крепежной
детали. Согласно стандартам, головка с наружным звездообразным профилем имеет
условное обозначение Е5 – Е24, головка со звездообразным углублением под ключ
имеет условное обозначение № 6 – № 100. Размеры звездообразного профиля определяются через
геометрию и размеры соответствующего контрольного калибра. Изначально форма головок с профилем TORX® (в
национальных стандартах РФ – звездообразный профиль) была впервые разработана
корпорацией Textron Fastening
Systems (ранее Camcar Textron), а конструкция и размеры профиля TORX® регламентированы
в стандартах автопроизводителей BMW, PEUGEOT, CITROEN, TALBOT... Подробнее >> Вопрос: Какая технология и
какое требуется оборудование для изготовления вытяжной заклепки. Ответ: Изготовление заклепки
односторонней постановки и безударной клепки (вытяжной заклепки, brind rivet) включает
пять технологических операций: холодная высадка пустотелой заклепки, холодная
высадка установочного стержня, гальваническое покрытие пустотелой заклепки и установочного
стержня, изготовленных из углеродистой стали, автоматизированная сборка
пустотелой заклепки с установочным стержнем, упаковка готовых изделий. Для
каждой операции требуется оборудование, специально спроектированное для
автоматизированного производства вытяжных заклепок. Модели и технические
характеристики высадочного, сборочного оборудования, оборудования для
автоматизированного взвешивания и упаковки, материалы для изготовления
пустотелой заклепки и установочного стержня, а так же полный перечень
нормативной документации, определяющая технические требования к вытяжным
заклепкам подробно описаны в … Подробнее >> |
|
|||||||||||||
|
|
|
|
|||||||||||||

















Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |




|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление15-06-2009 |