|
авторский проект Напалкова Александра Валерьевича |
|

|
Атлас
конструкций холодновысадочного и резьбообразующего инструмента. Инструмент для формообразования внутренней резьбы. – 33 листа.
СТП
107.3.19-81 Калибры-пробки гладкие диаметром от 3 до 50 мм. Конструкция и размеры.
1981. – 36 с.
СТП
107.3.17-81 Скобы листовые для диаметров от 10 до 100 мм. Конструкция и размеры.
1981. – 30 с.
СТП
107.3.16-81 Скобы листовые для диаметров от 1 до 10 мм. Конструкция и размеры.
1981. – 30 с.
Писаревский
М.И. Накатывание точных резьб и шлицев. М.,
Л.: Машгиз, 1963. – 180 с.
Вопрос 74: Добрый вечер! Есть желание заняться
производством метиза. С нуля. Желание возникло давно, 15 лет назад, когда в
своем производстве корпусов для теле-коммуникационщиков начал использовать
винты TAPTITE. В связи с этим хотелось бы услышать мнение специалиста в этой
области. Насколько жизнеспособно такое желание? Если есть данные, то не плохо
было бы понять экономику производства, начальные капиталовложения, требования
к персоналу и помещению. В идеале - небольшой бизнес-план по этому вопросу. С
каких объемов выпуска этого продукта производство становится рентабельным? Вопрос 69: Пришлите, пожалуйста,
технологические схемы с конструкцией инструмента на детали типа болт с
внутренним шестигранником, болт с шестигранной головкой и фланцем, пустотелая
заклепка. Спасибо. Вопрос 64: Хотел бы спросить Вас, нет ли в Вашем распоряжении
литературы по технологии резьбонакатки, особенно саморезов? Нужны
технологические расчеты. Если нет, то, может быть, подскажете... Практика формообразования
внутренней резьбы в автоматизированном холодновысадочном производстве. Формирование
внутренней резьбы в гайках и других крепежных деталях традиционно считается более
сложной операцией, чем формирование наружной резьбы. Формирование
качественной внутренней резьбы в гайках или других деталях с резьбовым
отверстием начинается с формирования гладкого цилиндрического отверстия с
диаметром… Вопрос 31: Есть ли у Вас атлас
микроструктур металлов, применяемых в автомобилестроении и машиностроении? HÜTTE. Справочник для инженеров, техников и студентов. Том первый. Профиленакатные
станки моделей UPWS 16, UPWS 16-1, UPWS 25, UPWS 25-1 Инструкция по эксплуатации. – 149 с. Кроха
В.А. Кривые упрочнения металлов при холодной
деформации. – М.: Машиностроение, 1968. – 131 с. Семендий В.И.,
Акаро И.Л., Волосов Н.Н. Контактное
трение в процессах обработки металлов давлением. FOERSTER: 100% вихретоковый контроль прутков и
проволоки для обеспечения качества. В
1937, исследуя магнитные свойства металлов, Фридрих Фёрстер обнаруживает
влияние магнитного поля земли на магнитную катушку контрольной установки. Он
начинает с разработки высоко чувствительных устройств измерения для магнитных
полей. В 1948 он создает свою собственную компанию и ищет способы
использовать результаты, которых он достиг в научной работе в
Кайзер-Вильгельм Институте. Его цель: разработка оборудования, подходящего
для использования в промышленности. С самого начала FOERSTER объединяет
исследовательскую работу с внедрением на международном рынке и близостью к
заказчикам… Вопросы и ответы по
холодной высадке и объемной штамповке. В разделе выбраны наиболее часто задаваемые
автору проекта вопросы и представлены развернутые ответы по подбору
оборудования для автоматизированного холодновысадочного производства… Для решения актуальных вопросов при подготовке металла для холодной
высадки: Волочение проволоки в бунты под
холодную высадку с конечным диаметром
проволоки 4,0 -22,0 мм компания
KISTNER Anlagenbau GmbH (Германия) представляет
свою новую разработку: Линия волочения для
проволоки под холодную высадку с окончательным диаметром проволоки от 4,0 до
22,0 мм Линия состоит из семи блоков: 1. Фрезерное устройство для заточки концов проволоки, 2. устройство предварительной
правки и размотки, 3. Сдвоенный размоточный ворот, 4.
Горизонтальный волочильный стан
с откидным приемным воротом, 5. Пресс для бунтов проволоки, с
гидравлическим приводом, 6. Стандартная острильная
установка, 7. Сварочная машина для сварки
концов проволоки встык. На 13 листах на русском языке представлено
описание работы и подробные технические характеристики и конструктивные
особенности по каждому блоку. На 3-х листах представлены цены, условия
поставки, состав технической и конструкторской документации к линии… подробнее >> таблица Fiat-ВАЗ 01346 Витые пружины сжатия. Качество и допуски …>> таблица Fiat-ВАЗ 52554 Пружинные стали. Углеродистая сталь С 72 …>> таблица
Fiat-ВАЗ 8.50150 Дробеструйная обработка.
Технические условия …>> |
100% вихретоковый контроль
прутков и проволоки Из истории компании
В 1937,
исследуя магнитные свойства металлов, Фридрих Фёрстер обнаруживает влияние
магнитного поля земли на магнитную катушку контрольной установки. Он начинает
с разработки высоко чувствительных устройств измерения для магнитных полей. В
1948 он создает свою собственную компанию и ищет способы использовать
результаты, которых он достиг в научной работе в Кайзер-Вильгельм Институте.
Его цель: разработка оборудования, подходящего для использования в
промышленности. С самого начала FOERSTER объединяет исследовательскую работу с
внедрением на международном рынке и близостью к заказчикам. Это включает и
презентации, также как выставки и торговые ярмарки. В 1966 основан Рейн-Рур
Офис в центре Немецкой сталелитейной промышленности. В течение пятидесятых, был разработан научный фундамент
электромагнитных методов контроля. За это в 1957 доктор Фридрих Фёрстер
награжден Премией Виктора де Фореста. Метод опубликован Робертом К.
МакМастером в США в1959 в фундаментальной работе по методам неразрушающего
контроля. Уже в 60-е годы в Италии компания DALMINE контролирует горячекатаные
трубы для нефтехимической промышленности с помощью установки магнитного
потока рассеяния TUBOTEST. В 1963
первое устройство измерения магнитного поля фирмы ФЁРСТЕР было установлено на
спутник. С таким зондом спутник Mariner
II исследовал магнитное
поле Венеры. Затем последовали другие измерительные устройства в
многочисленных проектах исследования космоса, например, для точного
направления ренгеновских лучей спутника ROSAT. Даже на Луне есть зонд
Фёрстера. В 1992 эа эту работу NASA
удостоила своей высочайшей награды Проф. Фёрстера. Всемирная сеть сбыта началась в:
В начале 70-х годов компания Saarstahl AG одной из первых интегрировала вихретоковый
контроль горячей проволоки в свой прокатный стан. FOERSTER можем подтвердить рекламное
утверждение компании Lufthansa «Для
нас полеты – точная работа», добавив – «Вы правы - Вы контролируете лучшим!».
Одной из первых Немецких компаний в 1993 FOERSTER получил ISO 9001 сертификацию Системы Управления Качеством. Компания Sanyo
Special Steel, Himeji, Япония исключила с 1996
неточность ручного устранения дефектов, используя автоматическую установку на
основе прибора СТАТОФЛАКС. Обнаружение дефектов и позиционирование зачищающей
машины теперь происходит гораздо более эффективно. MULTI-CAT это мобильная, многоканальная
система перемещения датчиков для картографии магнитных аномалий,
использования при зачистке местности и в геофизике. Определение координат с
помощью системы GPS.
Показанная установка работает со скоростью до 2.5 м/с и может использоваться
даже в тяжелых условиях местности. Для определения характеристик качества
горячекатаных бесшовных стальных труб компания Mannesmann S.A.
Бразилия использует с 1996 супер-современный мульти-тестовый блок. В 1998
аналогичная установка магнитного потока рассеяния была поставлена в Японию. ДЕФЕКТОПУЛЬС: Полностью автоматическая установка
контроля, 6 вихретоковых датчиков сканируют критические зоны поршневых
пальцев для обнаружения возможных трещин. Технология будущего ФЁРСТЕР обеспечивает идеальную
интеграцию в процесс производства. ДЕФЕКТОМАТ CP – очередной успех базового прибора семейства ДЕФЕКТОМАТ.
Более 1700 приборов по всему миру уже обеспечивают контроль качества
продукции. РОТОСКАН: Установка для контроля
ротационно-симметричных компонентов может быть использована или как отдельная
установка, или функционально расширена до комплексной станции контроля, с
одно- или многоканальными вихретоковыми модулями. ДЕФЕКТОТЕСТ ДС 2000 – это универсальная
концепция для индивидуальных решений и предложение многозадачности на
совместимых платформах 50 лет прошло с момента основания Института доктора
Фёрстера, и развитие инновационных системных решений ведет
компанию в многообещающее новое тысячелетие. Сегодня, такая ситуация -
исключение для независимого, находящегося в семейной собственности бизнеса.
Каковы причины такого положительного общего баланса? Этим духом первопроходца пронизаны все начинания компания
и, даже сегодня, после смерти основателя компании, его можно прочувствовать в
каждодневной работе всего персонала. Основатель компании Проф. Фридрих
Фёрстер 13.02.1908 - 29.03.1999
ОТДЕЛ TS Отдел TS занимается разработкой, производством и
маркетингом оборудования и систем для автоматизированного неразрушающего
контроля, включающего электромагнитный (вихретоковый), магнитный,
ультразвуковой (ЭМАП) и магнито-индукционный методы контроля металлических
заготовок. Заказчики - это производители металла и металлообрабатывающие
отрасли промышленности. Современные системы контроля позволяют полную интеграцию в процесс производства,
включая документацию, сетевые возможности, дистанционное управление и сервис.
Различные версии секций контроля гарантируют оптимальную подачу материала
контроля через систему датчиков и высокую производительность при безаварийной
работе. Типичные
области применения: Вихретоковый контроль · Горячая стальная проволока, непосредственно на
прокатном стане; · Бесшовные трубы, в секциях контроля; · Продольно сварные трубы, непосредственно в
сварочной машине; · Тянутая проволока, непосредственно на линии
волочения; · Калиброванные прутки на адьюстажных линиях; · Медные трубы, трубы из аустенитных сплавов на
финишных линиях · Медная катанка, непосредственно в стане; · Рельсы и профильный прокат Контроль магнитным потоком рассеяния · Горячекатаные и электросварные трубы в
современном мульти-тестовом блоке МТБ; · Горячекатаные или калиброванные стальные прутки в
отдельных системах контроля. Ультразвуковой ЭМАП контроль · Контроль внутренних дефектов металлических листов
и измерение толщины листов; · Измерение толщины стенки горячекатаных труб; · Контроль внутренних дефектов круглых прутков. Магнито-индукционный контроль · Контроль на
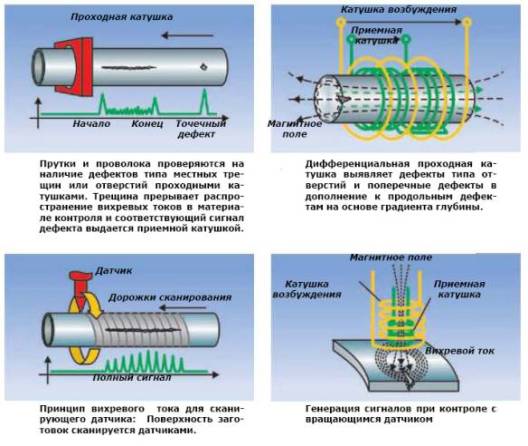
путаницу материала (марку стали) в секциях контроля прутков и труб. ВИХРЕТОКОВЫЙ КОНТРОЛЬ
Вихретоковый метод используется практически на всех
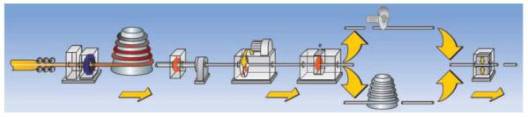
стадиях производства при изготовлении прутков и проволоки: 1. В
случае катаной проволоки, с помощью водоохлаждаемых термокатушек при температурах
до 1200°С и на скоростях до 150 м/с непосредственно в прокатном стане. 2. Непосредственно в линии волочения
проходными катушками или вращающимися датчиками, альтернативно или совместно.
3. В линиях финишной обработки, в линиях
перемотки или специальных линиях окончательной инспекции. 4. До
прессов, производящих детали из проволоки, для прямой выбраковки деталей,
изготовленных из дефектных участков проволоки. 5. В
случае нитевидной молибденовой или вольфрамовой проволоки для ламп накаливания, с помощью
специальных датчиков для диаметров от 80 мкм до 2,5 мм в линии волочении или
перемотки. 6. Контроль по марке стали с помощью МАГНАТЕСТ.
ДЕФЕКТОМАТ
с использование проходных и сегментных катушек, для контроля в основном
поперечных и точечных дефектов и для достижения максимальной производительности.
ЦИРКОГРАФ с вращающимися системами датчиков для
контроля продольно ориентированных дефектов с максимальной чувствительностью
и компенсацией зазора. Семейство
ДЕФЕКТОМАТ
предлагает выбор оптимального вихретокового прибора для любого применения -
от простого модуля с простым да/нет результатом до многоканальной системы со
статистическими программами оценки. Используются круглые или
сегментные проходные катушки, позволяющие проводить контроль при максимальной
скорости до 120 м/с, например, на станах горячей прокатки. Типичные
применения: линии сварки труб и волочильные станы. ДЕФЕКТОМАТ также
используется для контроля тонкой проволоки для ламп с диаметром в несколько
микрон и труб теплообменников. К этому
методу вихретокового контроля относятся такие Международные и Национальные
стандарты для изделий, как ISO, EN, DIN, AF, BS, ASTM и JIS и т.д. Вихретоковый
контроль с вращающимися датчиками, гарантирует максимальную чувствительность
обнаружения для выходящих на поверхность, продольных дефектов на блестящем
материале. ФЁРСТЕР предлагает различные уровни конфигураций, от компактного
недорогого одноканального прибора до многоканальной системы, которая может
также включать канал ДЕФЕКТОМАТ. Вращающиеся головки для использования на круглом прокате
охватывают диапазон диаметров от 2 до 130 мм. Типичные области применения -
это волочильные станы для проволоки, моталки для медных труб или адьюстажные
линии. Специальные установки с вращающимися
дисками сканируют плоский и профильный материал, например, при контроле
рельсов или прямоугольных заготовок.
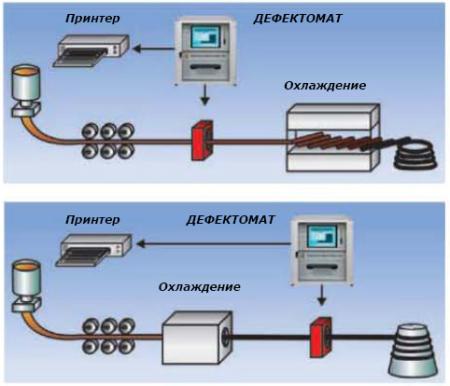
Принципиальные схемы контроля в зависимости от типа
системы охлаждения
Оптимальное размещение систем датчиков в волочильном
стане - между горизонтальной и вертикальной правильными машинами.
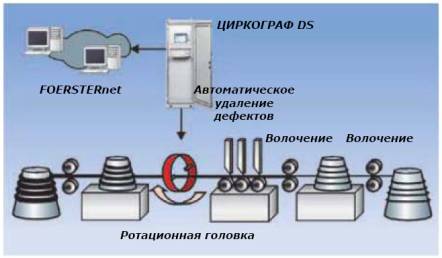
Автоматическое удаление дефектов, выявленных
вихревым током до процесса волочения.
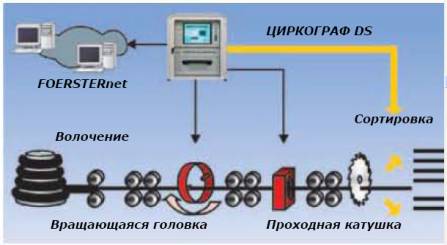
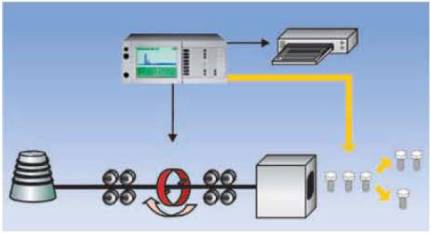
Схема производства и
контроля с сортировкой готовых изделий. Позиция с местом дефекта на проволоке сопоставляется с соответствующим готовым изделием
после пресса. МАГНИТНЫЙ ПОТОК РАССЕЯНИЯ
На ЦИРКОФЛАКС используется метод
AC поля для высоко чувствительного обнаружения продольных поверхностных
дефектов, преимущественно на горячекатаном прутковом прокате. На РОТОМАТ / ТРАНСОМАТ
используется метод DC поля для обнаружения внешних и внутренних дефектов на
горячекатаных трубах. Продольные или поперечные дефекты обнаруживаются в
зависимости от направления намагничивания. Стандарты API и ISO описывают этот
метод. Компьютеризированная
автоматическая установка ЦИРКОФЛЮКС особенно подходит для обнаружения
продольно ориентированных поверхностных дефектов на горячекатаном, стальном
круглом прокате вследствие очень специфического принципа магнитного потока
рассеяния АС - поля с высокой энергией, исключая явление остаточного
намагничивания. · Ro 75 для диаметров от 10 до 75 мм · Ro 100 для диаметров от 10 до 102 мм · Ro 180 для диаметров от 20(18) до 190 мм Скорость контроля до 3,75 м/с.
Оценка, маркировка дефектов по макс. 16 секторам по окружности изделия. Специальные решения с
неподвижными контрольными головками и вращающимся материалом применяются для
больших диаметров. Подходит также для контроля дефектов на внешней
поверхности горячекатаных труб Метод магнитного потока
рассеяния DC поля подходит для обнаружения дефектов на внутренней и внешней
поверхности при контроле горячекатаных, бесшовных стальных труб в диапазоне
диаметров 20 - 520 мм. УЛЬТРАЗВУКОВОЙ ЭМАП КОНТРОЛЬ
СТАТОСОН F используется для
контроля внутренних дефектов листового материала и измерения толщины листа. ЦИРКОСОН
F используется для контроля внутренних дефектов горячекатаных и калиброваных
прутков. ЦИРКОСОН W используется для
измерения толщины стенки горячекатаных труб в составе МТБ. Компьютеризированная
автоматическая установка СТАТОСОН F предназначена для обнаружения внутренних
дефектов стальных листов и контроля толщины стенки стальных листов толщиной
от 4 до 200 мм, со скоростью до 2 м/c, как в режиме on-line (в прокатном
стане при температуре материала до 650 град Цельсия), так и в режиме off-line
(на отдельном участке в режиме сканирования). Ультразвуковой
метод с технологией ЭМАП и использованием вращающихся систем датчиков. Система измерения толщины
стенки труб ЦИРКОСОН WT ультразвуковым методом с применением технологии ЭМАП.
Высокая производительность системы с постоянным измерением толщины стенки по
всей длине трубы. Скорость подачи до 3,2 м/с. Диапазон внешних диаметров от
25 до 180 мм и от 100 до 440 мм. Толщина стенки от 3 до 30 мм. Разрешающая
способность при измерении до 0,01 мм. Компьютерная обработка и оценка данных.
МАГНИТО-ИНДУКЦИОННЫЙ КОНТРОЛЬ
Автоматический бесконтактный
контроль на путаницу материала (марку стали) в различных линиях контроля
прутков и труб, в том числе в составе МТБ. МАГНАТЕСТ
DH -
неразрушающий контроль металлических заготовок, таких как трубы, прутки или
проволока непосредственно в линии контроля на: · путаницу материала, · марку стали, · термообработку, · проверка геометрии и пр. Комбинация магнитно-индуктивного
метода и современной вычислительной техники. Протоколирование
и связь с другими ПК, сетевые решения… |
Справочник. Под ред. д-ра техн. наук проф. Г.А. Навроцкого. М., Машиностроение, 1973 – 496 с.
Технологические
расчеты упругих элементов.
Автонормали.
Пружины. Содержание >> DIN
558 M
5 to M 36 hexagon head screws threaded up to the head Product grade C …>> таблица Fiat-ВАЗ 10139 Гайки
шестигранные с пояском для законтривания …>> ОСТ 37.001.015-85 Пружины клапанные автомобильных двигателей. Технические
требования. Методы контроля и правила приемки. Упаковка, транспортирование,
хранение …>> ОСТ 37.001.104-72 Болты с шестигранной головкой и зубчатым буртиком
самостопорящиеся. Конструкция и размеры …>> ОСТ 37.001.106-75 Болты с полукруглой головкой и
квадратным подголовником. Конструкция и размеры …>> ОСТ 37.001.109-72 Гайки шестигранные самостопорящиеся с нейлоновым кольцом.
Конструкция и размеры …>> ОСТ 37.001.110-72 Гайки шестигранные самостопорящиеся с
зубчатым буртиком. Конструкция и размеры …>> О причинах дефектов
при производстве крепежа. Широкое многообразие
дефектов металла и металлоизделий, возникающих при производстве крепежных
изделий, требует детального подхода к определению причин происхождения
дефектов и методов их идентификации. Для достоверного установления причин
образования дефекта часто необходимо использовать комплекс методов. Однако
основной причиной образования дефекта на металлоизделии однозначно является
технология производства металлопроката и его обработка. Большая часть
массового производства крепежных изделий изготавливается методами горячей,
полугорячей или холодной обработкой металлов давлением. Поэтому на эволюцию
существования дефекта металлургического происхождения или дефекта, возникшего
в процессе пластического формообразования, влияет история деформирования с
многовариантностью механических схем деформаций… Вопрос 73: Мы приобрели
резьбонакатной автомат для накатки резьбы под саморезы диаметром от ф2 до ф4
мм длинной до 40 мм. Подскажите пожалуйста к кому возможно обратиться для
приобретения плашек плоских резьбонакатных под саморез DIN 7982? Вопрос 72: Я занимаюсь снижением
стоимости металла под холодную высадку. Можете помочь в этом мероприятии? Проблема наша заключается в высоких переменных
затратах при холодной высадке, которые получаются, как я считаю, из-за
высоких цен на металл, поступаемого к нам на производство. Сейчас я ищу где
взять более дешевый металл. Можете помочь с информацией? Где поискать более
дешевый, подготовленный для высадки металл? Или какие варианты замены могут
быть? Вопрос 68: Если Вы имеете контакт
с фирмой YUTA Прошу выслать каталог с прайсом. Вопрос 66: Прошу Вас, сообщите
полный перечень таблиц Фиат Ваз на заклепки. ТУ
14-1-2527-90 Прокат
калиброванный и со специальной отделкой поверхности из углеродистой и легированной
стали Технические условия. (взамен ТУ 14-1-2527-78)…>> ТУ 14-1-4459-88 Сталь
горячекатаная (подкат) и калиброванная марок 12Г1Р, 30Г1Р, 35Г1Р. Опытная
партия. Технические условия …>> ТУ 14-1-4486-88 Сталь
горячекатаная (подкат), калиброванная и калиброванная со специальной отделкой
поверхности марок 06ХГР и 20Г2Р. Технические условия. (взамен ТУ
14-1-2810-79, ТУ-1-3599-83, ТУ 14-1-2811-79, ТУ 14-1-3312-81) …>> Миропольский
Ю.А., Токарев И.К., Фазлулин Э.М., Грипп Л.Б.
Одноударный
трехпозиционный высадочный автомат модели 13ВА-12. Паспорт. – 35 с. Миропольский
Ю.А., Мансуров И.З. Современные
тенденции развития технологии холодной объемной штамповки. М.: НИИмаш, 1979.
– 80 с. Вопросы технологии
маркировки резьбовых крепежных деталей. Уже более
100 лет определить, кто производитель и какими механическими и
эксплуатационными свойствами обладает крепежная деталь, позволяет маркировка.
В настоящее время маркировка на современных крепежных деталях включает в себя
клеймо (товарный знак) завода-изготовителя и класс прочности (или группы
материала). Изделия с левой резьбой
дополнительно маркируются знаком левой резьбы. По заказу, особенно для специальных
деталей, маркировка включает специальные знаки, характеризующие особые
свойства и применяемость детали. Знаки маркировки могут быть выпуклыми или
углубленными. Размеры знаков маркировки устанавливает завод-изготовитель… Необходимые условия
для организации производства автонормалей на машиностроительном предприятии. Современное
автомобилестроение является ведущей отраслью машиностроения промышленно
развитых стран, влияющей на процессы экономического и социального развития
общества. Широко применяемые в автомобилестроении крепежные изделия,
позволяют создавать высокоэффективные, прочные, надежные и долговечные
соединения. В настоящее время общая структура выпуска автонормалей в России
представляет собой мало организованное экономическое пространство, состоящее
из производителей метизов и автомобилей, объединенных в промышленные группы и
производители, действующие самостоятельно… Влияние
электроискрового легирования на стойкость холодноштамповочного инструмента. Инструмент,
применяемый для формообразования детали методами холодной объемной штамповки
должен обладать физико-механическими свойствами, позволяющие работать при
высоких, динамических ударных нагрузках и интенсивном пластическом трении.
Повысить стойкость рабочих элементов инструментальной оснастки и продлить их
срок службы можно двумя путями: за счет применения новых материалов с
улучшенными физико-механическими и эксплутационными свойствами и за счет
улучшения служебных характеристик инструментальной оснастки из традиционно
применяемых сталей. Эффективный способ улучшения служебных характеристик… |
|
|
|
|
|
|











Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |






|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление18-06-2010 |