|
авторский проект Напалкова Александра Валерьевича |
|

|
Технический контроль
качества автонормалей у производителя, дилера и потребителя Основная
прибыль от продажи автомобильных и автомоторных крепежных деталей зависит от
объемов спроса, заявленной цены, рекламы, ассортимента и товарного качества
продукции…
Разделительные операции в
технологии холодной объемной штамповки деталей Технология
изготовления деталей холодной объемной штамповкой строится на основе
необходимого и достаточного количества…
Факторы, влияющие на
производительность многопозиционного холодновысадочного автомата Производство
крепежных деталей на высокопроизводительных многопозиционных
холодновысадочных автоматах…
Технология производства плоских
шайб с увеличенной высотой методом холодной объемной штамповки Шайбы,
как вспомогательные элементы резьбового соединения, до сих пор находят
широкое применение в узлах и агрегатах автомобильной и автомоторной техники.
В ряде конструкций они составляют
более третьей части от всего применяемого крепежа…
Необходимые условия для
организации производства автонормалей на машиностроительном предприятии Современное
автомобилестроение является ведущей отраслью машиностроения промышленно
развитых стран, влияющей на процессы экономического и социального развития
общества. Широко применяемые в автомобилестроении крепежные изделия,
позволяют создавать высокоэффективные, прочные, надежные и долговечные
соединения…
Современные
мировые тенденции развития техники и технологий производства комплектующих
определяют темпы освоения новых видов металлоизделий. Одновременно с
уменьшением массы сборочных единиц, возможности автоматизации сборки
обязательным требованием остается обеспечение заданной прочности…
Проблемы развития
метизного производства для автомобильной промышленности России Необходимость
повышения качества и технического уровня крепежных деталей и пружин для
обеспечения потребностей автомобильной промышленности сегодня ни у кого не вызывает сомнений. На
автомобильных заводах понимают, что повышение конкурентоспособности
российских автомобилей и их качества, которого ждут все нынешние и
потенциальные автовладельцы, зависит (в том числе) от качества крепежа и
пружин…
|
Мировые тенденции в производстве автомобильного крепежа Фердинанд Керстен, Генеральный директор Технического центра Компании
Koninklijke Nedschroef
Holding N.V, Бельгия Производство автокрепежа.
География За
последние несколько лет объемы производства легковых автомобилей в Западной
Европе не претерпели значительных изменений. В то же время этот показатель в
Центральной и Восточной Европе значительно увеличился, что тесно связано с ростом
рынков этих регионов. Так, в планах корпорации
«Пежо–Ситроен» увеличить производство в Словакии до 500000 автомобилей в год.
Такой рост производства вызовет необходимость создания крупнейших сборочных
заводов в регионе. В этом случае поставщики автокомпонентов будут стараться
разместить свои производства в непосредственной близости от таких заводов. В
последнее время возрастает давление со стороны производителей из стран
Юго-Восточной Азии. В период 2001–2005 годов объемы производства автомобилей
в этом регионе выросли на 5,9%. В то же время объемы производства в Западной
Европе снизились на 5,1% (табл. 1). Одной из причин является то, что в связи
с ростом заработной платы на предприятиях стран Евросоюза и повышением
производственных затрат европейские производители размещают свои сборочные
предприятия в Юго-Восточной Азии. Кроме того, динамично
развивается автомобильная
промышленность Китая. Увеличение объемов производства автомобилей вызывает
рост спроса на автомобильный крепеж, поэтому создается множество крупных и
мелких предприятий по выпуску автокрепежа, которые располагаются максимально
близко к сборочным предприятиям, то есть в странах Юго-Восточной Азии. Таблица 1
Европейским производителям
сегодня очень сложно противостоять этой возрастающей угрозе. Производство
рядового и машиностроительного крепежа в Китае и Тайване позволило создать в
этом регионе мощнейшую производственную и научно-техническую базу. Поэтому
освоение автокрепежа будет происходить стремительно. Наряду с низкими ценами
предлагается высокое качество крепежа, достичь которого стало возможным в связи со значительным
развитием технологий производства. Так, например, метизная отрасль
Тайваня имеет научно-техническую базу, состоящую из более 5000
высококвалифицированных специалистов, работающих в специализированных НИИ. Кроме
того, отточенная процедура логистики позволит снизить транспортные затраты
при поставках автокрепежа в любую точку земного шара. В связи с этим в
ближайшие годы европейские производители автомобилей будут вынуждены
поставлять крепеж, двигатели, элементы трансмиссии и даже целые автомобили с
предприятий Юго-Восточной Азии. Таким
образом, центр производства автокрепежа в последние годы смещается в страны
Восточной Европы и в еще большей степени в страны Юго-Восточной Азии.
Специалисты прогнозируют, что к 2010 году эта тенденция усилится, и большая
часть автокрепежа будет производиться именно в странах Юго-Восточной Азии,
таких как Китай и Тайвань. Автокрепеж. Технологии и перспективы Специалисты
полагают, что в Западной Европе есть возможность сохранить
конкурентоспособное производство автокрепежа. Чтобы быть менее зависимыми от
производственных затрат, необходимо использовать все ресурсы для внедрения
новых технологий и изделий. Поэтому
многие производители сегодня делают серьезный шаг вперед в области холодной
деформации. Это разработка новых материалов, покрытий, смазок и производство
изделий с повышенной точностью. Только опережение по уровню технологий дает возможность
европейским производителям удерживать свои позиции на рынке автокрепежа. Так,
например, изготовление деталей с высокой точностью штамповки позволяет
получить значительную экономию на последующей их обработке, увеличивая, таким
образом, общую эффективность производства и снижая производственные затраты.
Дополнительным преимуществом является повышение качества продукции. Другой
способ сохранять конкурентоспособность – это выстраивание долговременных
прочных взаимоотношений и взаимовыгодный обмен технологиями. Поэтому многие
автопроизводители объединились в концерны (табл. 2). Таблица № 2
Та же тенденция прослеживается и
у производителей автокрепежа. Так,
например, холдинг Neds-chroef объединяет 21 компанию и имеет
представительства в 11 странах. Основная деятельность компании – это
разработка, производство и поставка автокрепежа и автокомпонентов (что
составляет 90% оборота компании), а также станков и инструмента для
производства автокрепежа. Такая комбинация позволяет компании усилить свои
позиции на рынке. Для того
чтобы понять общую стратегию развития производства автокрепежа в ближайшее
время, необходимо определить основные тенденции развития автомобильной
промышленности, которые в настоящее время тесно связаны с нормами
экологической безопасности. Сегодня все больше внимания уделяется эффекту
воздействия парниковых газов на окружающую среду. Снижение
запасов нефти приводит к повышению цен на топливо. По этим двум причинам
производители автомобилей стараются сделать их более экономичными. Кроме
того, полным ходом идут разработки двигателей на нетрадиционном топливе. Повышение
экономичности работы двигателя возможно за счет снижения веса самого
двигателя и коробки передач как самых тяжелых агрегатов автомобиля. Поэтому
при производстве силовых агрегатов автомобиля используются легкосплавные
материалы. В настоящее время в разработке находятся новые концептуальные
двигатели. Изменяемая фаза газораспределения – это одно из ключевых решений,
которое может сочетаться с турбонаддувом. Такое сочетание позволяет полностью
сжигать топливо в цилиндрах, уменьшая содержание CO2 в выхлопных газах. При
этом можно использовать любой вид топлива: бензин, дизель или природный газ. Дополнительное
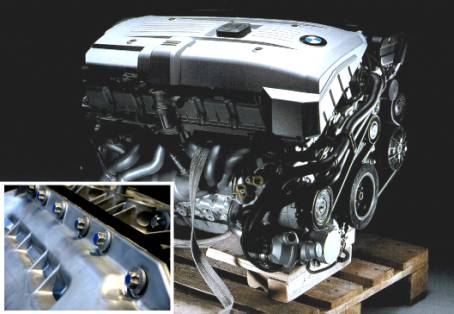
уменьшение веса возможно за счет использования алюминиевого крепежа. Более
того, его использование идеально подходит для крепления легкосплавных деталей
силовых агрегатов и обладает неоспоримыми преимуществами, поскольку: –
большая разница коэффициентов линейного расширения стали, и магниевого сплава
приводит к потере надежности крепления; – для компенсирования
разницы коэффициентов расширения и для сохранения надежности крепления
стальной крепеж должен иметь больший диаметр резьбы и увеличенную длину; – стальной крепеж подвержен
гальванической коррозии при соприкосновении с деталями из магниевого сплава. Так,
например, новый 6-цилиндровый рядный двигатель BMW весит всего 161 кг. Он
содержит 185 алюминиевых крепежных элементов (M6, M7, M8, M9, M10 и M12) и
является самым легким двигателем в своем классе.
Еще одним перспективным
направлением развития автокрепежа является производство термостойкого
крепежа. Он может быть использован в соединениях, подверженных высокой
температуре, а именно: в системах отвода выхлопных газов, каталитических
нейтрализаторах, турбинах. Это
объясняется тем, что обыкновенный стальной крепеж в соответствии с ISO 898
может использоваться в соединениях, подверженных воздействию температур менее
300°C. При
более высоких температурах возникают следующие негативные последствия:
уменьшается статическая прочность крепежа, крепеж быстро окисляется и
прикипает в месте соединения, что затрудняет демонтаж, ухудшается надежность
крепления. Несмотря на небольшое количество
термостойких крепежных элементов в каждом автомобиле, годовой объем их
производства достигает 20 тыс. т при цене основного материала 5 евро за кг. Таблица № 3
Таким образом, развитие автокрепежа идет по
следующим направлениям: снижение веса, повышение эффективности использования,
внедрение новых видов изделий.
Увеличение
количества алюминиевого крепежа неизбежно, и к 2010 году прогнозируется
увеличение его потребления с 30% до 35%. Также увеличится количество деталей
из магниевого сплава. В настоящее
время в состав автокрепежа входят: 25% – крепеж из пластика (зажимы, клипсы)
и 75% – резьбовой крепеж (10% – гайки, 65% – прочий крепеж). По материалам Третьей всероссийской конференции
метизников «Современные метизные производства. Новые изделия, технология, материалы» Москва,
26-27 октября 2006 года |
Главы из
монографии Губкин С.И. «ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ МЕТАЛЛОВ» ГЛАВА 1. Часть 4. Упрочнение (Наклеп) Интенсивность увеличения
сопротивления деформированию с увеличением степени деформации отображает
эффект наклепа. Интенсивность наклепа зависит от особенностей пластического
процесса при данных условиях деформации…
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||








Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |

|
новости :: рейтинг производителей
метизов :: проекты ::
рукописи ::
журналы :: наука :: технологии :: оборудование :: производство |
|
|
|
|
|
Научно
- Техническая Библиотека Напалкова Александра Валерьевича :: Эксклюзивные
публикации :: Инженерные
программы Болты
:: Гайки :: Детали :: Металл
:: таблицы Fiat-ВАЗ :: ОСТы серии
37.001… :: ГОСТы
:: DIN 3220 Fiat-ВАЗ деталей –
Электронная таблица (315 kb)
:: ИЗБРАННОЕ из RUnet по
метизам :: Wold Fasteners 10
ведущих мировых производителей автомобилей :: Крупнейшие
дилеры метизов :: Крупнейшие
дилеры автокрепежа Реклама:
Крепеж, пружины, автонормали – Шаблоны Создай
свой ОСТРОВ СОКРОВИЩ !!! (новый
формат) |
|
|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление24-04-2008 |